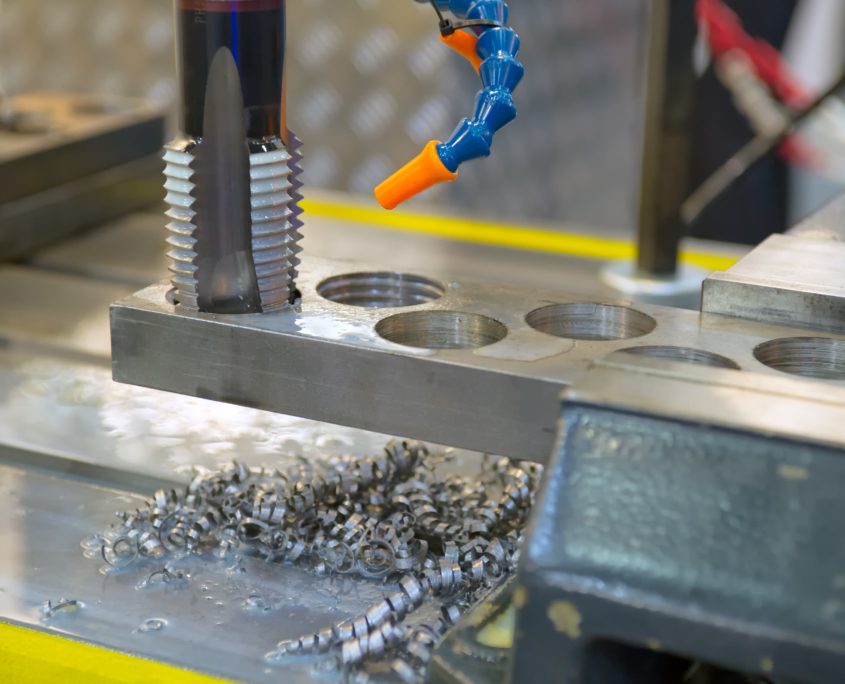
The most commonly used method of milling holes is the way in which the cutter is guided over the helix. The surface of the hole made in this way is sufficient for non-cooperating holes. At the same time, it is necessary to ensure appropriate machining parameters adapted to the material being processed, appropriate selection of the tool whose geometry will be adapted to the programmed angle of descent, as well as adequate, quite intensive cooling, which will allow efficient removal of chips from the machining zone. For holes with very high geometrical and surface requirements, the best way is to use a boring bar. Threading is most often done using a tap (internal) or dies (external). It is a tool that accurately reproduces the outline of the thread. The use of this method requires proper synchronization of the feed and revolutions.
The CNC machine independently determines the feed to the applied rotational speed of the tool taking into account the thread pitch. Threads can also be made by milling using a special thread cutter (with single or multiple blade). In this method, the tool moves around its axis and along a helix. With this method we can make both internal and external threads. Embossing is another method for making a thread. The thread is cold formed without chips. This is used for softer materials. The thread obtained in this way has twice the load capacity, but it has some limitations such as the possibility of making only on precision machines, a greater cost of forming machines and a ban on their use in the food industry, due to the possibility of creating pockets on the tops of the edges of the inner diameter in which residues could accumulate even contaminating. In all the above-mentioned methods, it is also required to prepare the cylindrical surface of the hole or with a specific geometry depending on the thread being made.