Nasza firma dysponuje frezarką w wyposażoną w 5 sterowanych osi – DMU monoBLOCK 75 (rysunek 1), która daje olbrzymie możliwości obróbki wielu detali o różnym stopniu skomplikowania. Cechuje się ona sztywną konstrukcją, którą wyposażono m.in. w wrzeciono o mocy znamionowej 35 kW i maksymalnej prędkości obrotowej rzędu 20 000 obr/min. Posiada ona stół roboczy o wymiarach 800x650mm wyposażony w stół obrotowy o średnicy 650mm, na którym można poddawać obróbce elementy o masie nie przekraczającej 600 kg. Dodatkowo zawarty w niej magazyn narzędziowy może pomieścić aż 60 sztuk narzędzi obróbkowych.
Rys.1. DMU 75 monoBLOCK będąca na wyposażeniu firmy SOLIDEXPERT.
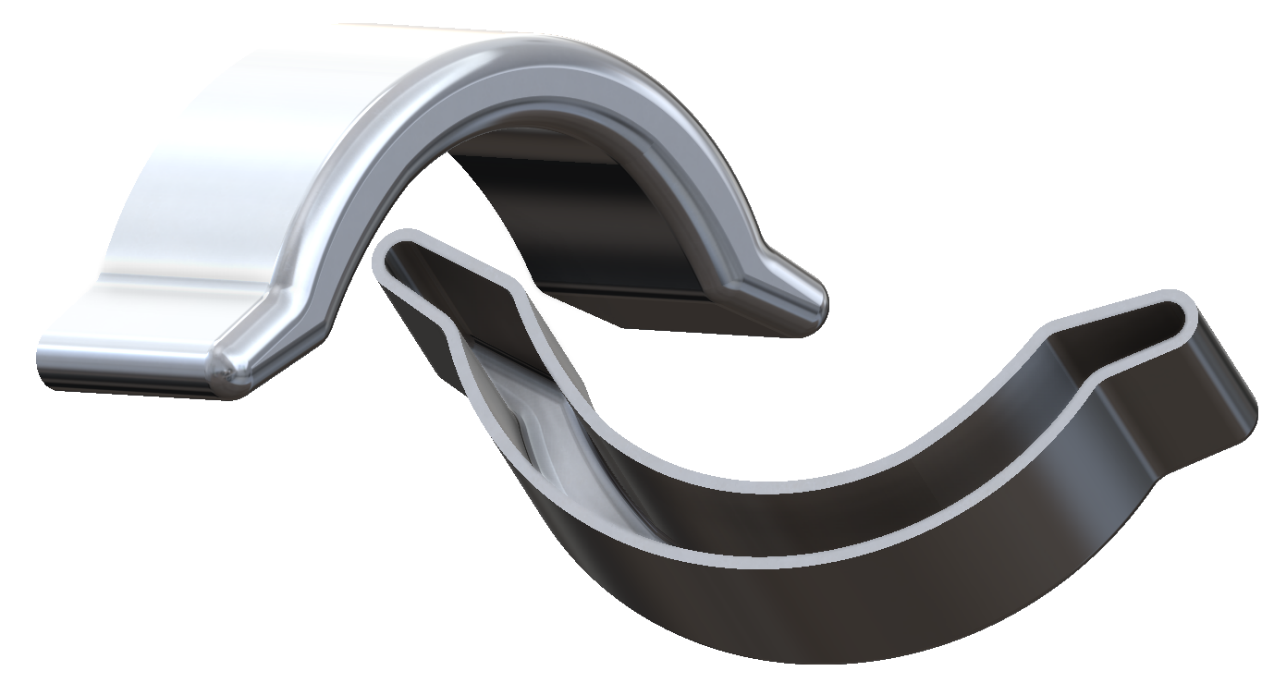
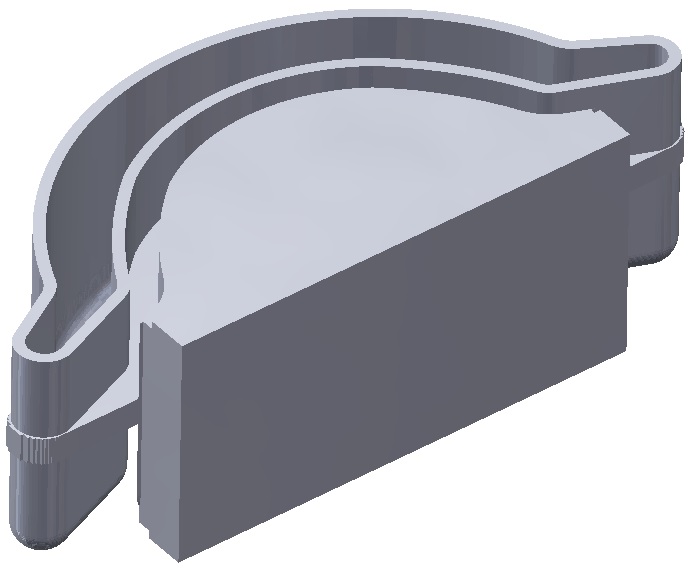
W niniejszym artykule przedstawiono opracowaną przez firmę SOLIDEXPERT technologię wykonania detalu, którego model przedstawiono na rysunku 2. Część ma charakter prototypowy, wiec przygotowanie programu obróbkowego skupiało się przede wszystkim na uzyskaniu dokładności wymiarowo-kształtowej przy jednoczesnym zastosowaniu umiarkowanych parametrów obróbkowych.
Rys.2. Otrzymany model części do obróbki.
.
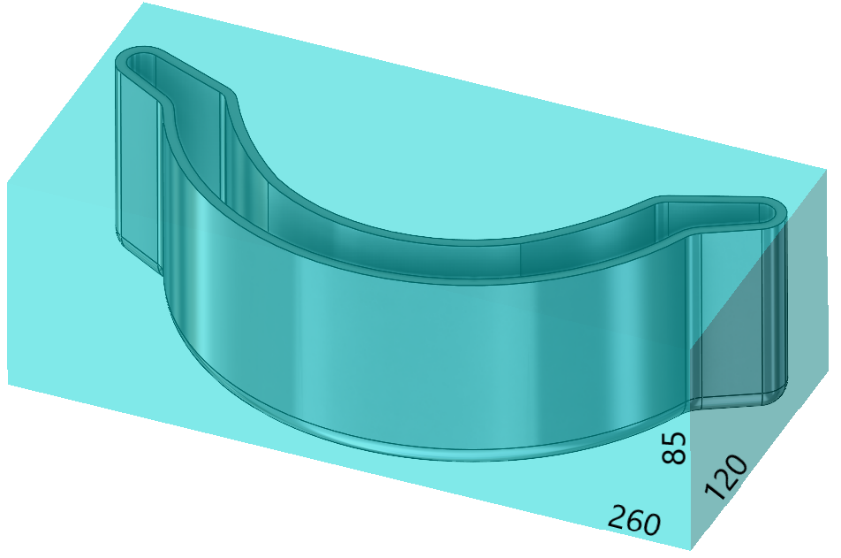
Część wykonano ze stopu Aluminium 5083, który cechuje się wysoką odpornością na korozję i dużą wytrzymałością zmęczeniową. Wykorzystano półfabrykat (rysunek 3) w postaci kostki o wymiarach 260x120x85.
Rys.3. Kształt i wymiary półfabrykatu [mm].
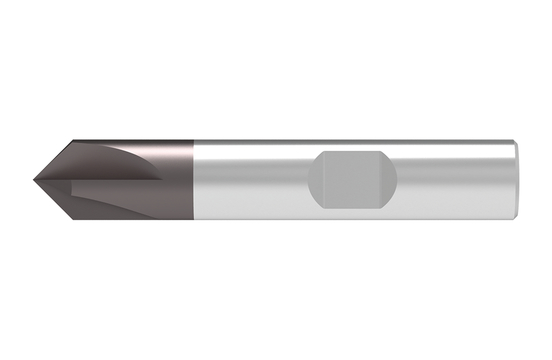
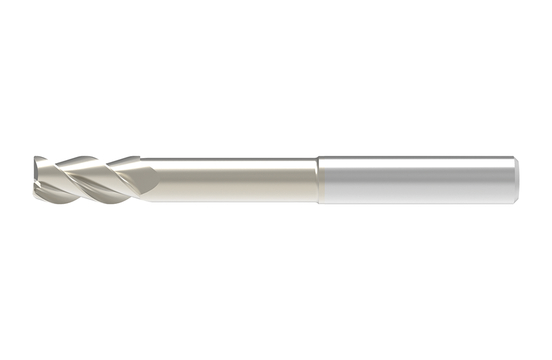
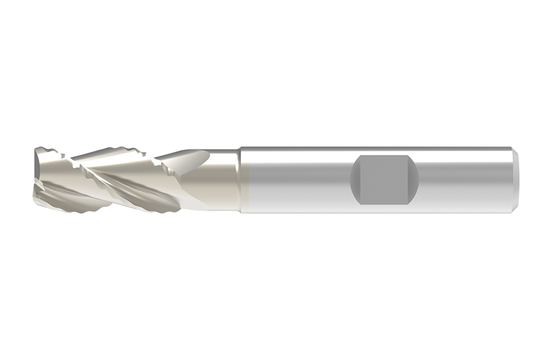
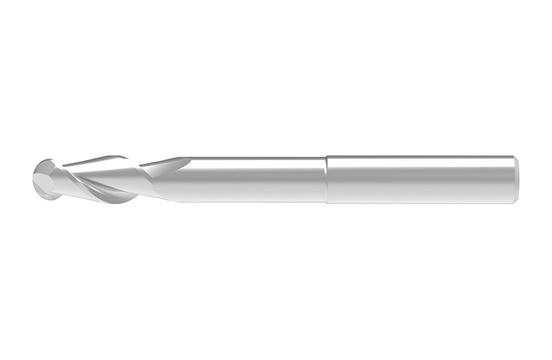
Opracowana technologia obróbki powyższego elementu wymagała zastosowania poniższej listy narzędzi, których dostawcą jest firma Ceratizit:
Frez do zatępiania ostrych krawędzi 8 mm (90)
2. Frez trzpieniowy AluLine 10 mm
3. Frez do obróbki zgrubnej AluLine 16 mm
4. Frez trzpieniowy AluLine 16 mm
5. Frez z czołem kulistym AluLine 10 mm
6. Frez z czołem kulistym 8 mm
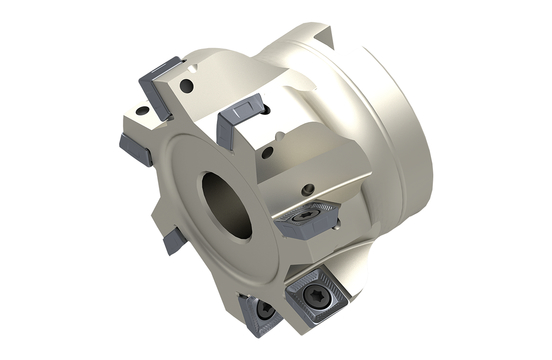
7. Frez nasadzany A 490-12 MaxiMill 80 mm
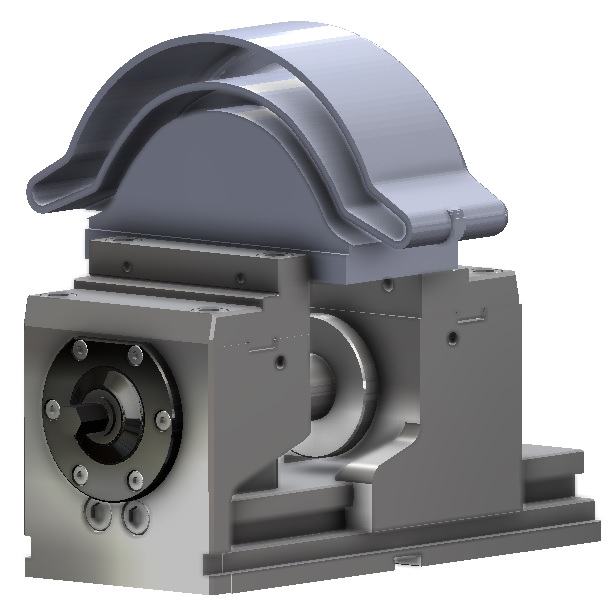
Pewne mocowanie półfabrykatu w przestrzeni roboczej obrabiarki zapewniło 5-osiowe imadło. Umożliwiło one obróbkę elementu w jednym mocowaniu, przy różnych położeniach kątowych stołu obrabiarki. Na rysunku 4 przedstawiono sposób mocowania obrabianego detalu, na którym wykonano już większość przewidzianych operacji obróbkowych.
Rys.4. Mocowanie przedmiotu obrabianego w pięcioosiowym imadle maszynowym.
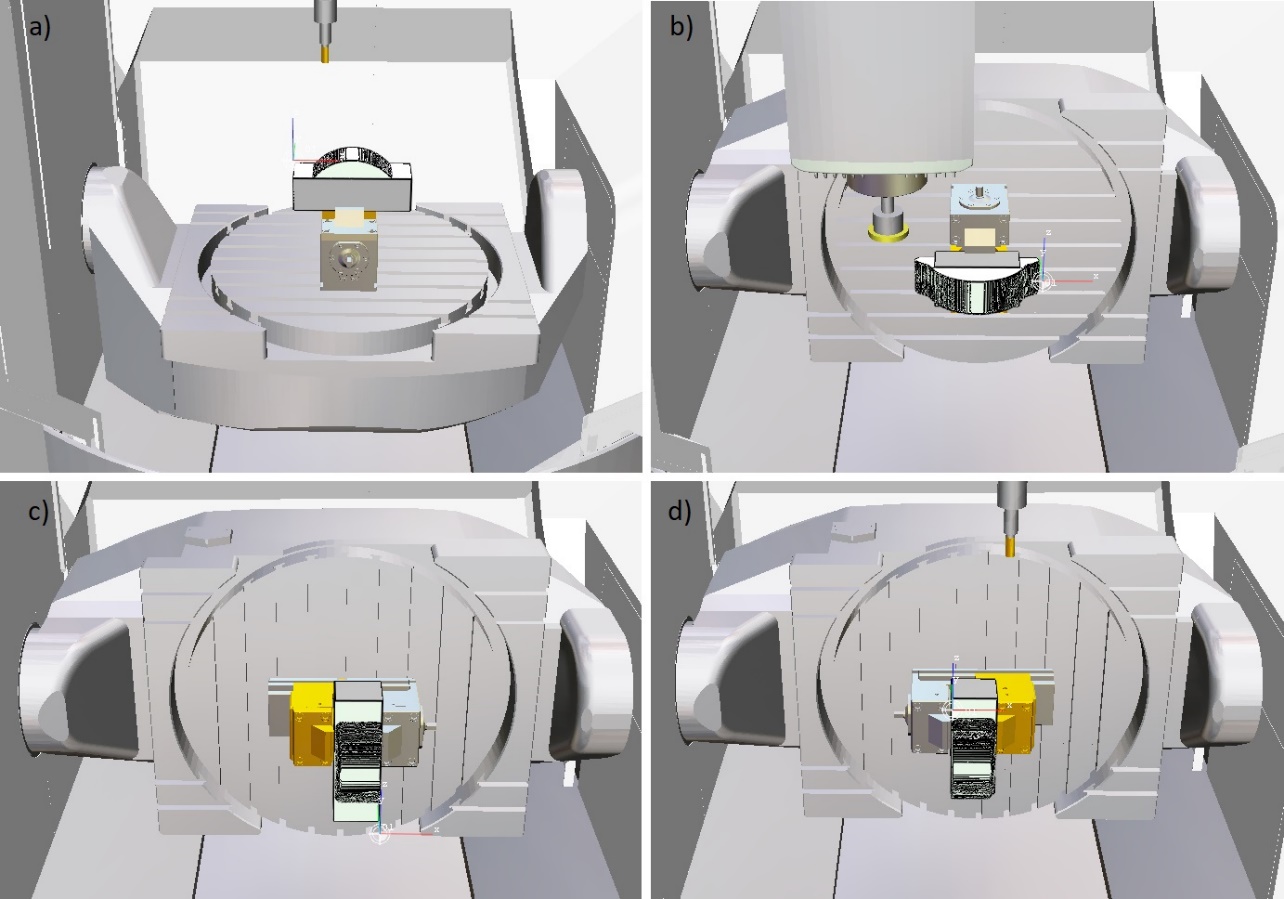
Pięcioosiowe centrum obróbcze, dzięki dodatkowym osiom obrotowym A i C, pozwala na wytwarzanie z wielu ustawień frezowania bez konieczności zmiany ustalenia i ponownego mocowania detalu. Przykładowe położenia stołu obrotowego i kołyski przedstawiają poniższe rysunki, dla których wartości osi A i C wynosiły odpowiednio:
a) Oś obrotowa (kołyska) A = 0°
Oś obrotowa C = 0°
b) Oś obrotowa (kołyska) A = 90°
Oś obrotowa C = 0°
c) Oś obrotowa (kołyska) A = 90°
Oś obrotowa C = 270°
d) Oś obrotowa (kołyska) A = 90°
Oś obrotowa C = 90°
Rys.5. Położenia stołu obrabiarki (symulacja w Wirtualnej maszynie).
Programowanie procesu obróbki w CAMWorks:
1. Obróbka zgrubna profilu zewnętrznego
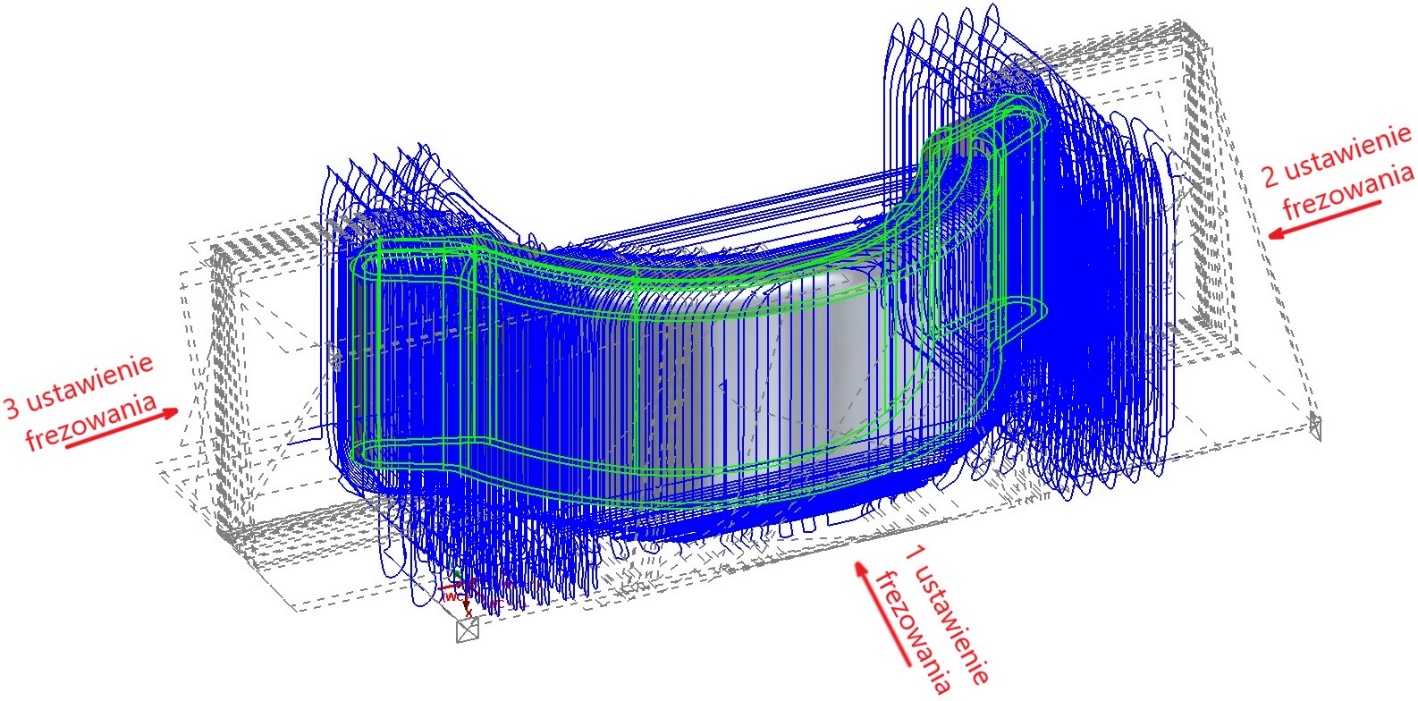
Pierwszy etap obróbki obejmował powierzchnię wypukłą zarysu zewnętrznego omawianego detalu. W tym celu w programie CAMWorks utworzono własność wielopowierzchniową, na podstawie której stworzono operację Odsunięcie obszaru, która należy do grupy operacji 3-osiowych. Otrzymane w trzech operacjach ścieżki przedstawia rysunek 6. Dodatkowo należy nadmienić, iż wygenerowane tory ruchu narzędzia uzyskano w trzech odrębnych ustawieniach frezowania.
Rys.6. Ścieżki narzędzia Volumill w obróbce zgrubnej.
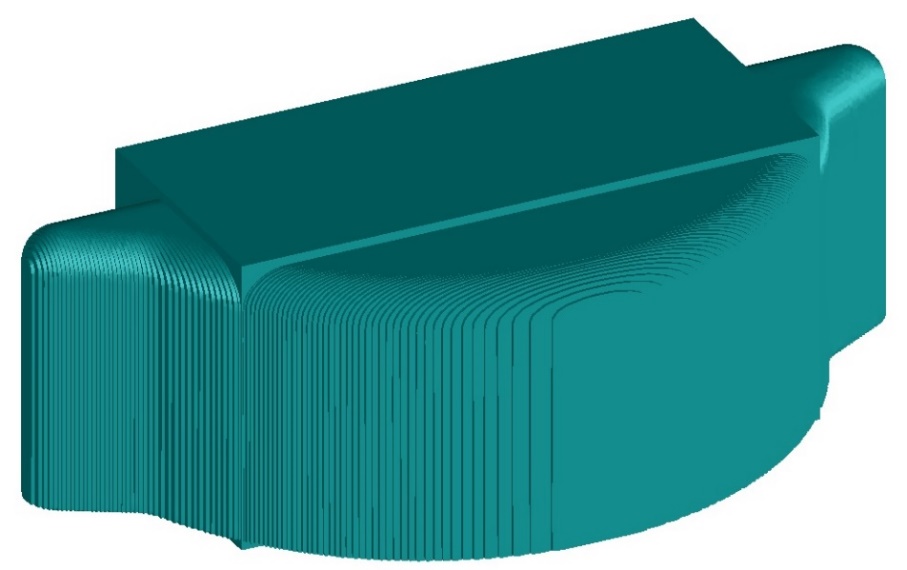
Jako wzór ścieżek wykorzystano strategię VoluMill, która przede wszystkim pozwoliła na znaczące obniżenie czasu trwania cyklu jak i zużycia narzędzia. Do obróbki wykorzystano frez palcowy 16 do obróbki zgrubnej, który idealnie sprawdził się podczas procesu HSM. Na obrabianych powierzchniach pozostawiono naddatek 0,25 mm na późniejszą obróbkę kształtującą. Otrzymany rezultat zastosowania powyższych zabiegów przedstawia poniższy rysunek.
Rys.7. Efekt wykonania pierwszych operacji – obróbki zgrubnej
2. Planowanie
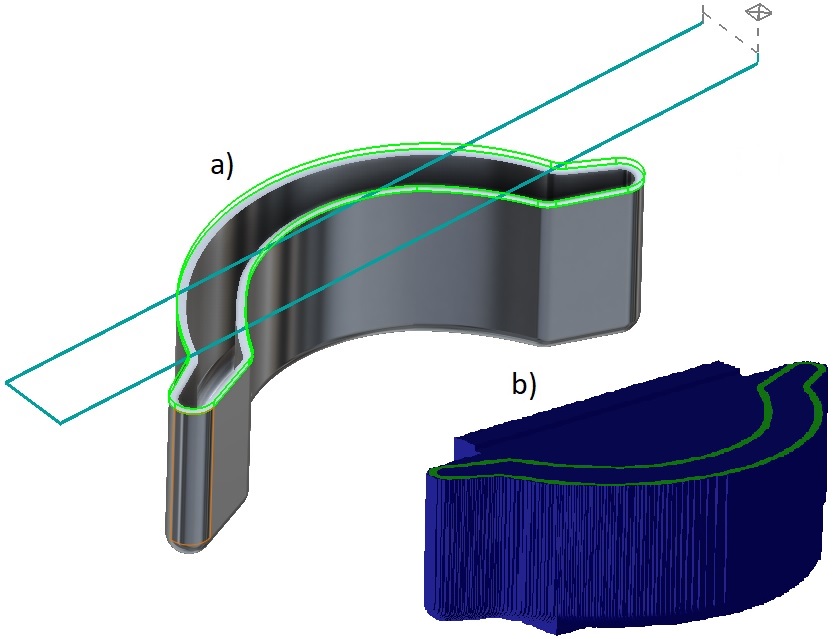
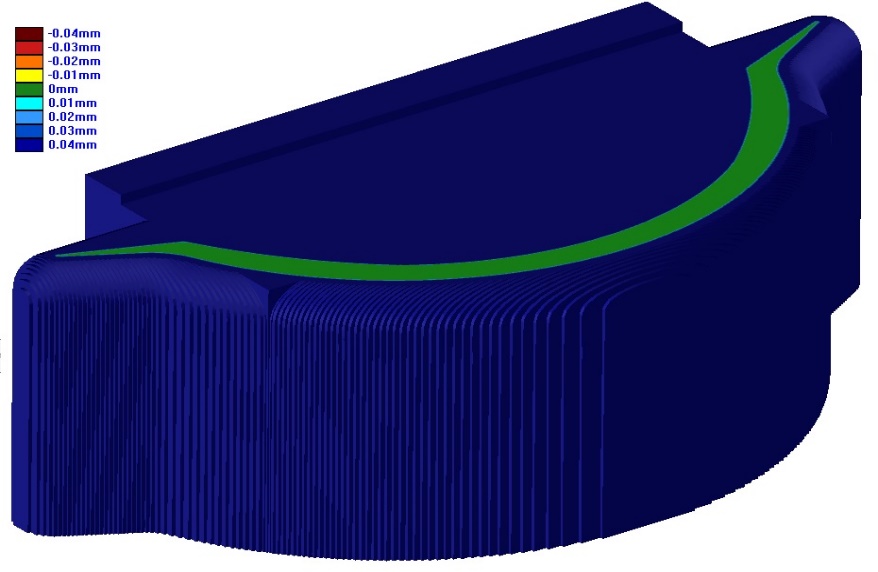
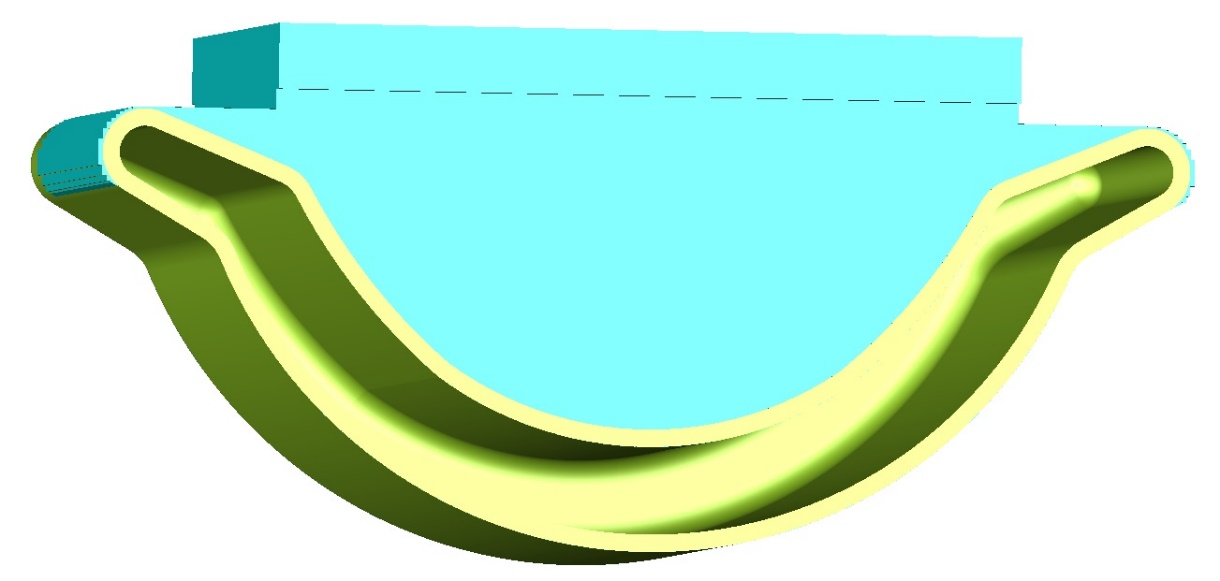
Kolejną obróbką było planowanie powierzchni od strony nieregularnej kieszeni. Wykorzystano do tego celu głowicę frezarską i operację planowania, której zaprogramowane ścieżki przedstawia rysunek 8a. Kolor zielony powierzchni na rysunku 8b potwierdza, iż obrabiana powierzchnia po procesie pokrywa się z modelem części i nie wymaga dodatkowej obróbki.
Rys.8. Planowanie powierzchni: a) ścieżki narzędzia, b) porównanie obrobionej części z jej modelem.
W identyczny sposób obróbce poddano drugą stronę detalu, której rezultat przedstawiony jest na poniższym rysunku.
Rys.9. Efekt planowania dna omawianej części
3. Konturowanie profilu zewnętrznego
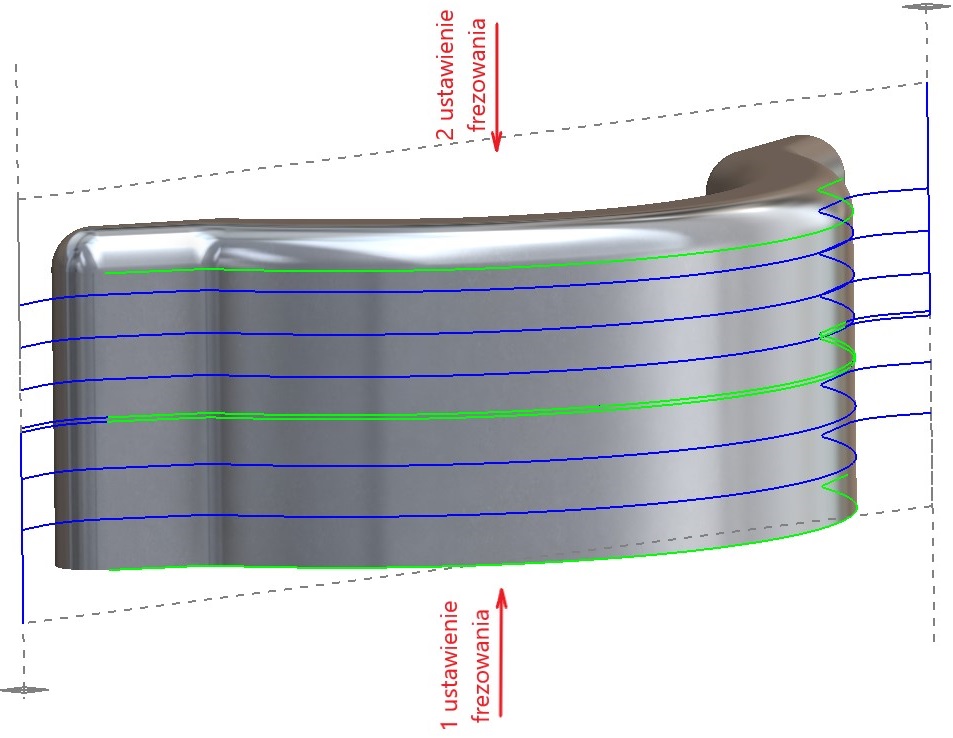
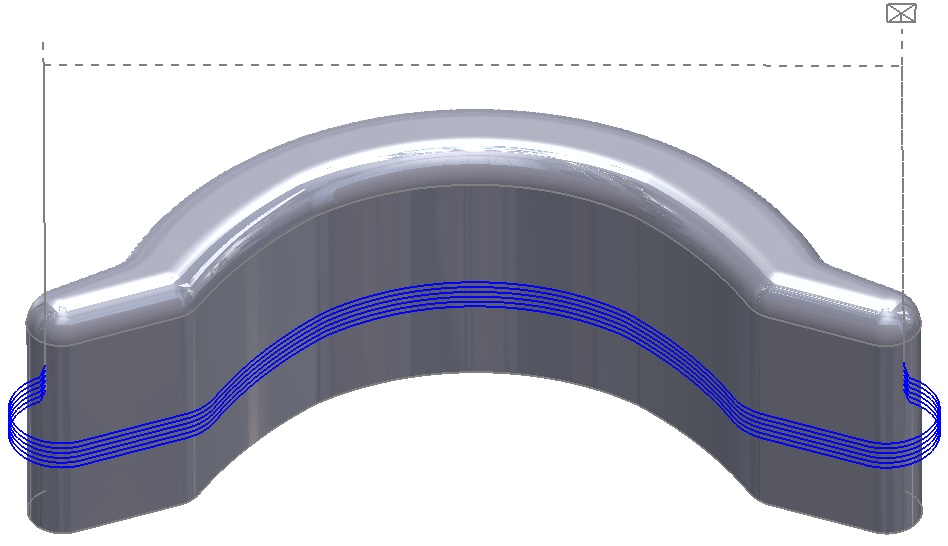
Kolejnym etapem procesu jest wykończenie powierzchni, którą poddano wcześniejszej obróbce zgrubnej z wykorzystaniem strategii VoluMill. Obróbkę przeprowadzono frezem palcowym 16 mm, w szczególności wykorzystując ostrza znajdujące się na jego powierzchni walcowej. Ścieżki narzędzia zaprogramowano w taki sposób aby zagłębianie narzędzia odbywało się poza materiałem, a wejście następowało po łuku. Część obrabiano w dwóch ustawieniach frezowania, co przedstawia poniższy rysunek 10.
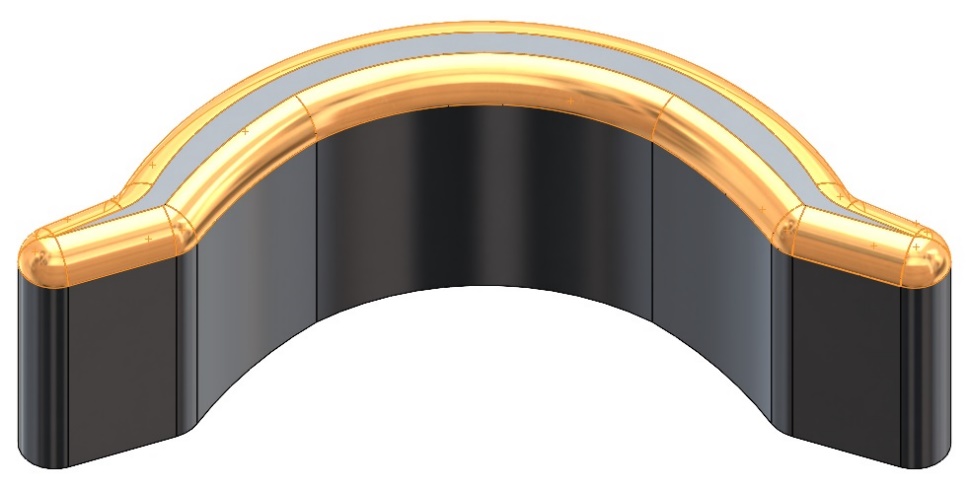
Poprzednio zastosowane operacje tyczyły się przede wszystkim powierzchni zewnętrznych od strony wypukłej omawianej części. Kolejnym krokiem jest obróbka dna, czyli strony detalu, którą zamodelowano z zaokrągleniem krawędzi o wartości R=10 mm (rysunek 11)
Rys.11. Zaokrąglone powierzchnie dna detalu o wartości promienia 10mm.
Pierwszorzędnie wybrano materiał od wklęsłej strony części (od strony mocowania) na głębokość 20 mm z użyciem frezu palcowego o średnicy 10 mm.
Na rysunku 12 przedstawiono ścieżki narzędzia uwzględniające naddatek na powierzchni bocznej w wysokości 0,2 mm, który pozostawiono na późniejszą obróbkę kształtującą. Wartość głębokości skrawania ap ustalono na wartość 2mm stosując jednocześnie następujące parametry obróbkowe: vc=250 m/min i fz=0,07 mm/ząb.
Rys.12. Ścieżki obróbki zgrubnej na głębokość 20 mm.
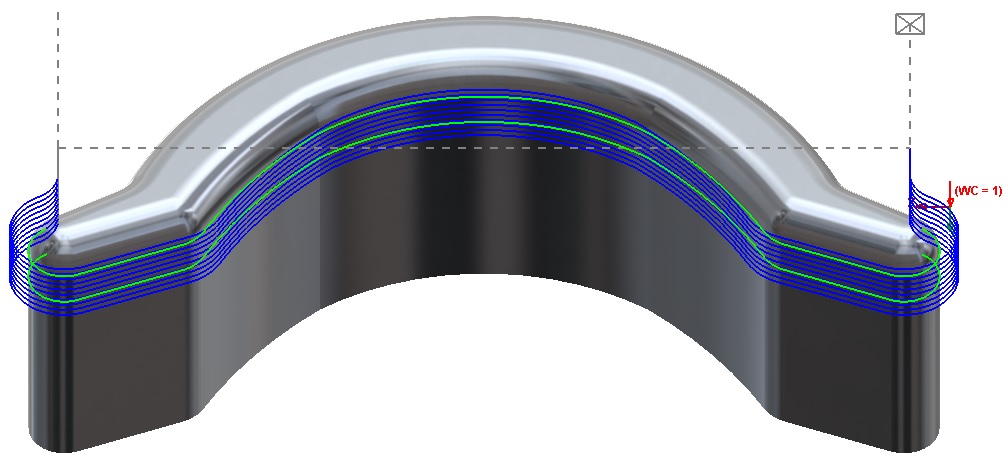
Następnie procesowi skrawania poddano wyżej opisane zaokrąglenia stosując frez kulowy o średnicy 10 mm. Wykorzystano do tego celu operację 3-osiową Poziom Z. Jako parametr głębokości w programie CAMWorks ustalono metodę Wysokość nierówności z wartością 0,02 mm, co umożliwiło optymalny rozkład ścieżek narzędzia na obrabianej powierzchni (rysunek 13a). W skutek powyższych działań otrzymano rezultat, który widoczny jest na rysunku 13b.
Rys.13. Obróbka dna detalu: a) wierszowanie frezem kulistym, b) powierzchnie detalu po wykonaniu na nich operacji wykończeniowych.
5. Obróbka kieszeni
a) Zgrubnie
Pierwszym etapem obróbki kieszeni była operacja Obróbki zgrubnej, która przynależy do grupy operacji 2,5D. Koniecznym warunkiem jest wcześniejsze zdefiniowanie własności 2,5 osi o nazwie Nieregularna kieszeń.
Kieszeń w omawianym detalu cechuje się dużą głębokością (70 mm) w porównaniu do jej szerokości, która jest zmienna i oscyluje w przedziale (20 ÷ 12 mm). Wymaga to stosowania długiego narzędzia, które cechować będzie się również długą jego częścią roboczą.
Obróbkę zgrubną zaprogramowano z wejściem narzędzia po rampie o kącie 3 i współbieżnej metodzie skrawania. Pozostawiono naddatek na powierzchniach bocznych w wysokości 0,2 mm, a głębokość skrawania ap ustalono na wartość 3 mm. Przy tych ustawieniach zastosowano prędkość skrawania na poziomie 250 m/min i posuw o wartości 0,05 mm/ząb. Otrzymane tory ruchu narzędzia przedstawia rysunek 14.
Rys.14. Tor ruchu narzędzia w obróbce zgrubnej kieszeni.
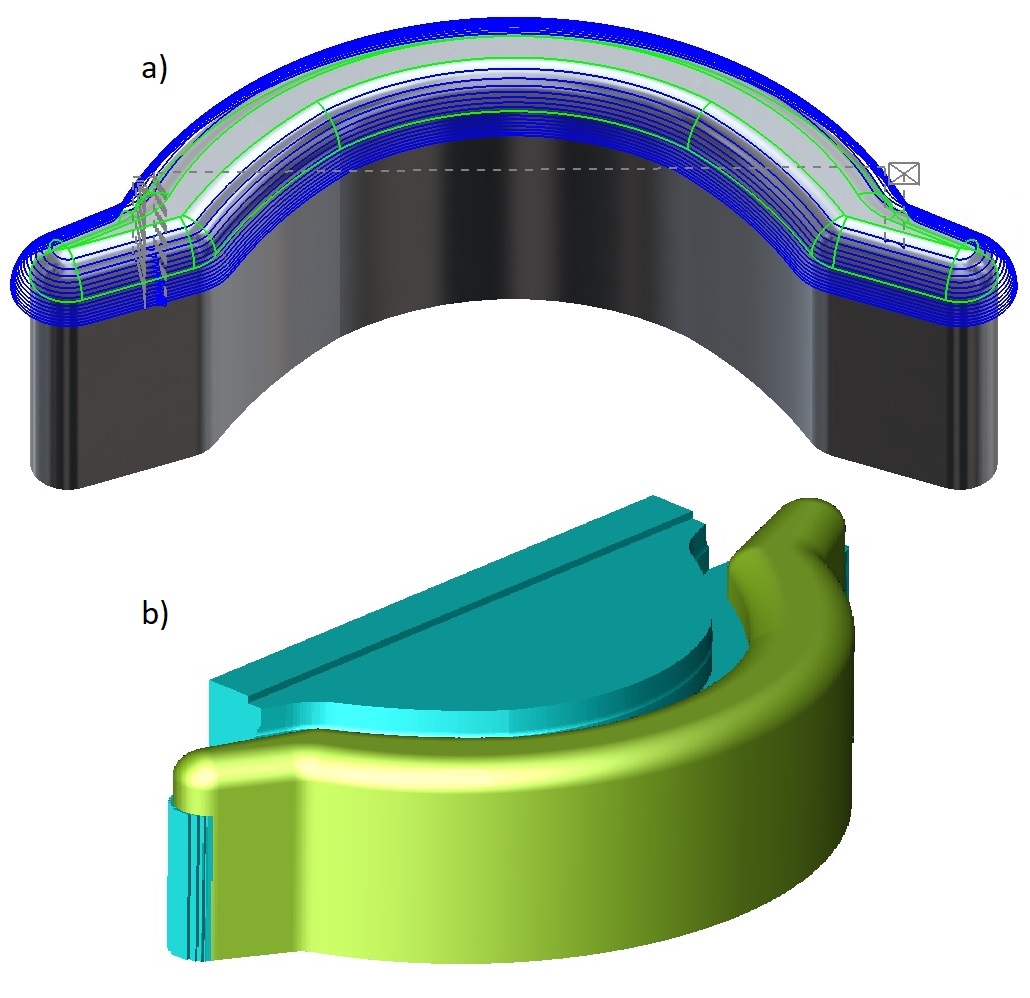
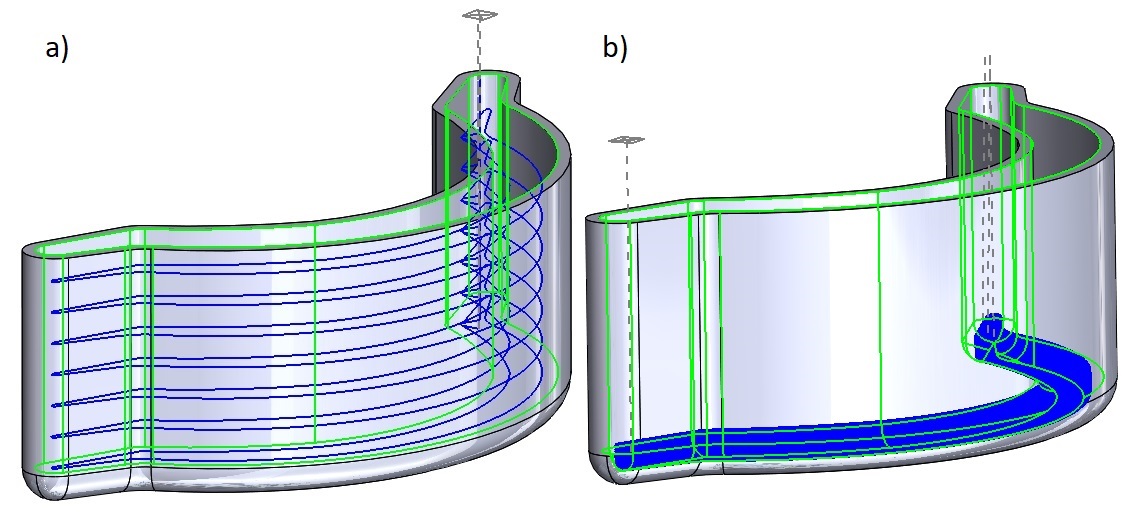
Głębokość poprzedniej obróbki sięgała początku zaokrągleń krawędzi dna omawianego detalu. Od tego miejsca następnie zastosowano frez kulowy 8mm, którego ruch zaprogramowano z wykorzystaniem Operacji wieloosiowej. Uzyskane w sposób widoczny na rysunku 15 ścieżki narzędzia stanowiły zgrubną obróbkę dna kieszeni pozostawiając naddatek 0,2 mm.
Rys.15. Ścieżki obróbki zgrubnej dna nieregularnej kieszeni.
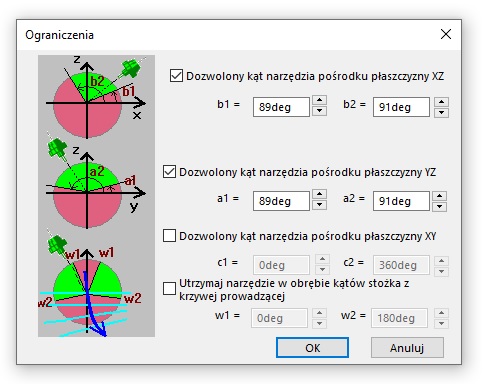
Ścieżki w powyższej operacji zostały bardzo zagęszczone z racji dużego wysięgu narzędzia i obróbki frezem kulistym. Dodatkowo wprowadzono opcję pochylenia frezu względem kierunku skrawania jako Normalna do powierzchni z jednoczesnym ograniczeniem jego ruchu kątowego w zakresie 2 (rysunek 16), które miało na celu zminimalizowanie ryzyka wystąpienia kolizji trzonka narzędzia z górną krawędzią kieszeni.
Rys.16. Okno ograniczenia kąta pochylenia narzędzia w programie CAMWorks.
b) Wykończeniowo
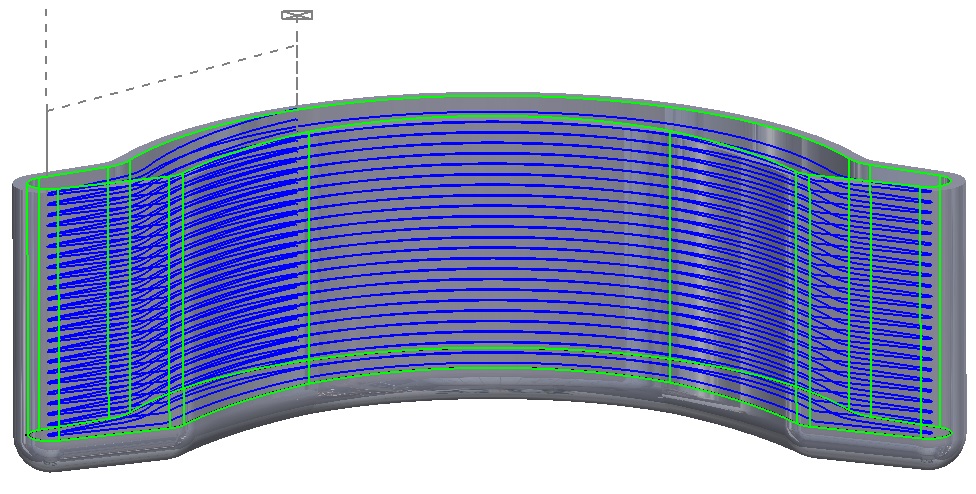
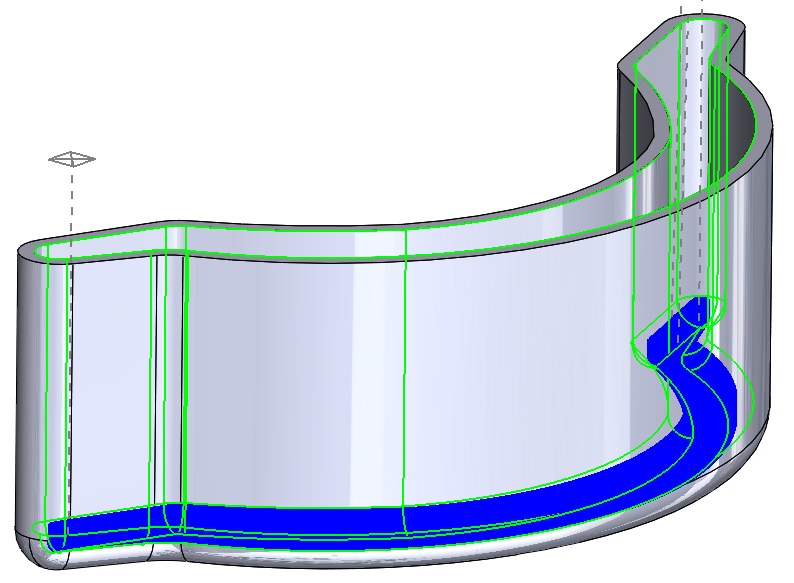
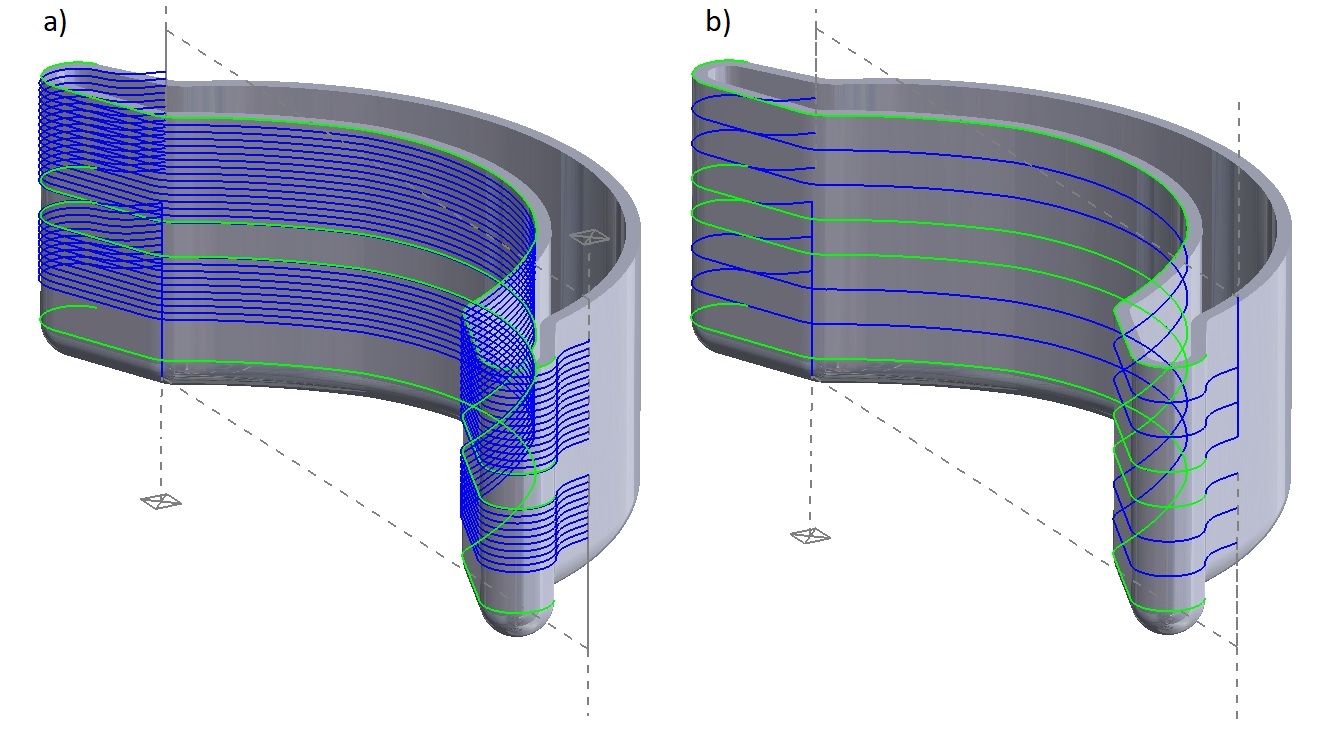
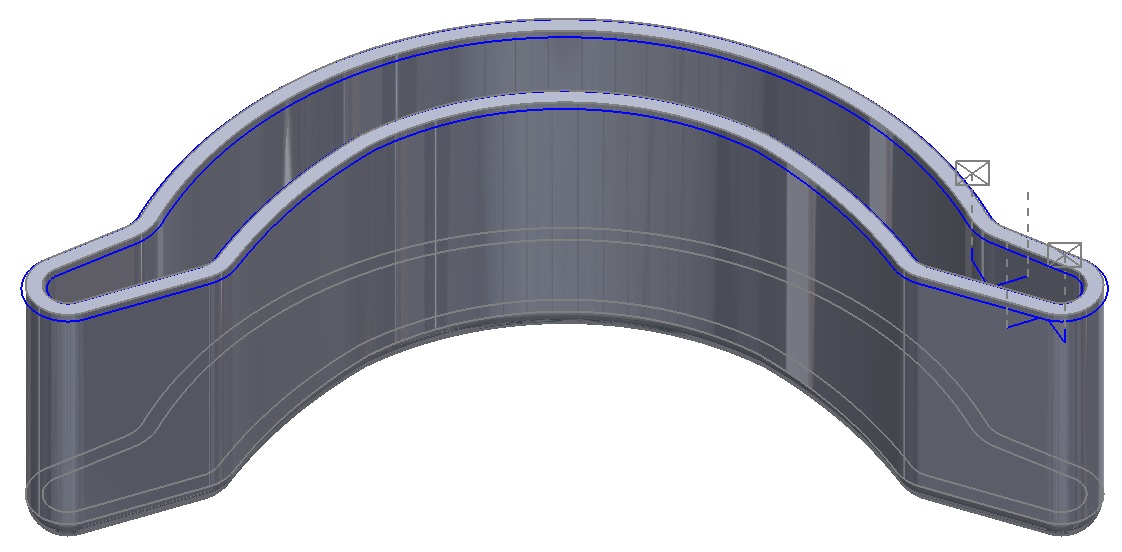
Ostateczne powierzchnie tworzące kieszeń omawianej części uzyskano stosując dwie operacje obróbkowe. Pierwszą z nich – Konturowanie zaprogramowano w celu ostatecznego uzyskania pionowych powierzchni. Zastosowano frezowanie współbieżne z wejściem narzędzia po łuku, a głębokość skrawania ustalono na poziomie 10 mm, co spowodowało uzyskanie ścieżek narzędzia z rysunku 17a.
Wykończenie dna z zaokrągleniami wykonano frezem kulistym stosując wierszowanie uzyskane za pomocą Operacji wieloosiowej (rysunek 17b). Podobnie jak podczas obróbki zgrubnej również ograniczono kąt pochylenia narzędzia podczas procesu skrawania.
Rys.17. Konturowanie kieszeni: a) ścieżki obróbki wykończeniowej pionowych ścian detalu, b) tory ruchu narzędzia przy obróbce dna.
W skutek powyższych zabiegów uzyskano gotowe powierzchnie kieszeni, które przedstawiono na poniższym rysunku.
Rys.18. Uzyskany rezultat po obróbce wykończeniowej nieregularnej kieszeni.
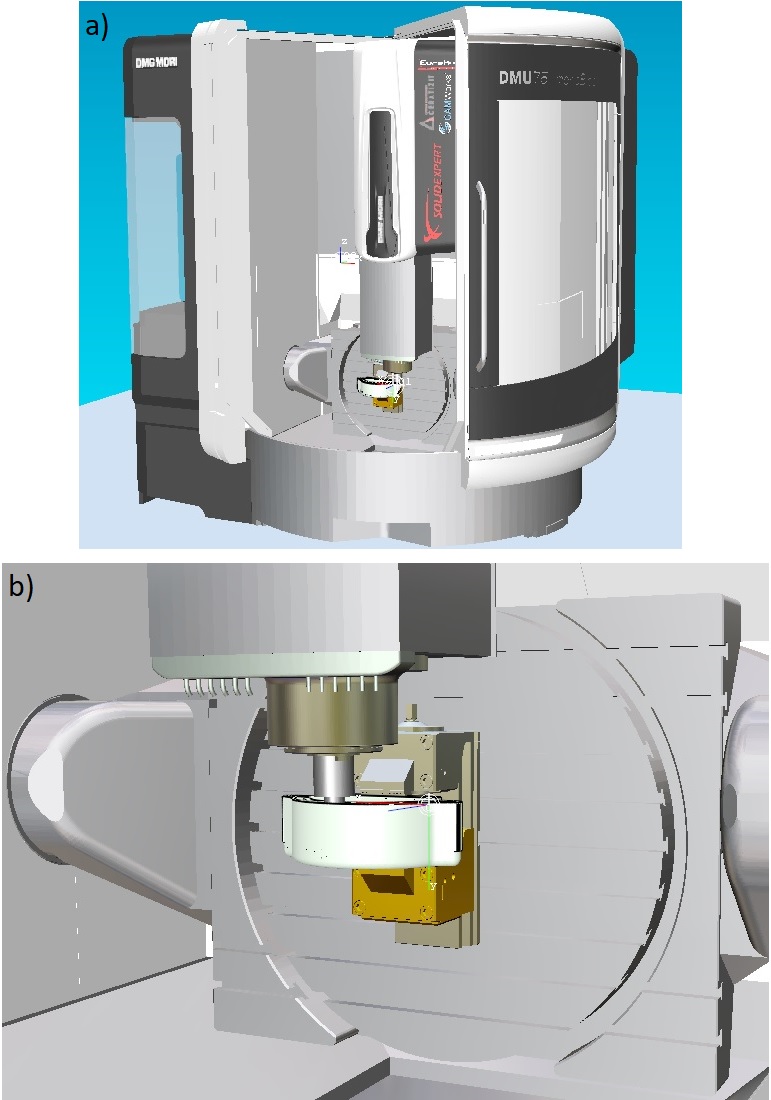
W wyniku obróbki na dużym wysięgu i w stosunkowo ciasnym miejscu, zwiększone zostało ryzyko wystąpienia kolizji trzonka narzędzia o krawędzie kieszeni przedmiotu obrabianego. W tym celu specjaliści działu technologicznego posłużyli się dodatkową opcją symulowania i weryfikacji zaprogramowanych ścieżek, którą jest Wirtualna Maszyna. Wykorzystując model 3D maszyny, (rysunek 19a) i narzuconą na jego zespoły kinematykę istnieje możliwość najbardziej realistycznego i pewnego sprawdzenia przygotowanej obróbki. Wirtualny podgląd ruchu zespołów maszyny z detekcją kolizji w programie Eureka jest dodatkowym i obecnie najlepszym rozwiązaniem stosowanym w celu weryfikacji zaprogramowanej obróbki. Rysunek 19b przedstawia opisywany proces dla wierszowania dna kieszeni frezem kulistym.
Rys.19. Symulacja Wirtualnej Maszyny: a) model wykorzystywanej w procesie maszyny, b) weryfikacja obróbki dna kieszeni.
6. Obróbka detalu od strony jego mocowania
Kolejny etap procesu obróbkowego części obejmował jej powierzchnie znajdujące się po stronie mocowania przygotówki w imadle. W tym celu wykorzystano operacje konturowania, które z zastosowaniem frezów do obróbki zgrubnej pozwoliły w efektywny sposób zebrać zbędny materiał z pozostawieniem naddatku na ścianach elementu w wysokości 0,5 mm. Przedstawione na rysunku 20a ścieżki uzyskano w dwóch odrębnych ustawieniach frezowania.
Następnie te same powierzchnie poddano obróbce wykańczającej (rysunek 20b), która z zastosowaniem odpowiedniego narzędzia i parametrów obróbkowych ( vc=200 m/min, fz=0.1 mm/ząb) pozwoliła na usunięcie pozostawionego naddatku i uzyskanie pożądanej jakości i dokładności powierzchni.
Rys.20. Obróbka części po stronie mocowania: a) konturowanie zgrubne, b) konturowanie wykańczające.
Zauważalny brak ścieżek na środku powierzchni detalu zaprogramowano celowo. Pozostawiony materiał zostanie poddany obróbce w ostatniej operacji, której celem jest odcięcie wykonanego detalu od pozostałego półfabrykatu, którego powierzchnie dotychczas służyły jako miejsca mocowania części w imadle maszynowym. Otrzymany rezultat powyższych zabiegów obróbkowych przestawia rysunek 21.
Rys.21. Stan części po konturowaniu powierzchni po stronie mocowania.
7. Fazowanie
Z wykorzystaniem własności 2,5D o nazwie Własność krzywej utworzono operację konturowania z zaznaczoną opcją obróbki fazowań (otrzymane ścieżki na rysunku 22). W głowicy frezarskiej miejsce znalazło narzędzie służące do zatępiania ostrych krawędzi (frez 8 mm, 90). Operacji tej poddano dwie krawędzie detalu, które wymagały operacji gratowania.
Rys.22. Ścieżki przedstawiające tory ruchu narzędzia w celu zatępienia ostrych krawędzi.
8. Odcięcie
Ostatnimi operacjami jakie wykonano na omawianej części były te odpowiedzialne za jej odcięcie od pozostałego materiału i następne wykończenie powierzchni, która do tej pory była z nim połączona.
Odcinanie przebiegało przy zamocowaniu materiału bezpośrednio do stołu obrabiarki za pomocą łap dociskających. Do zaprogramowania tej obróbki wykorzystano operację konturowania, która pozostawiła 0,5 mm naddatku na późniejszą obróbkę wykończeniową. Ścieżki narzędzia (rysunek 23) zaprogramowano w taki sposób aby jego wejście następowało po łuku. Następnie powierzchnię odcięcia poddano ostatecznej obróbce uzyskując odpowiednią jakość i dokładność powierzchni obrabianej.
Rys.23. Zaprogramowane ścieżki narzędzia w celu odcięcia części od pozostałego materiału.
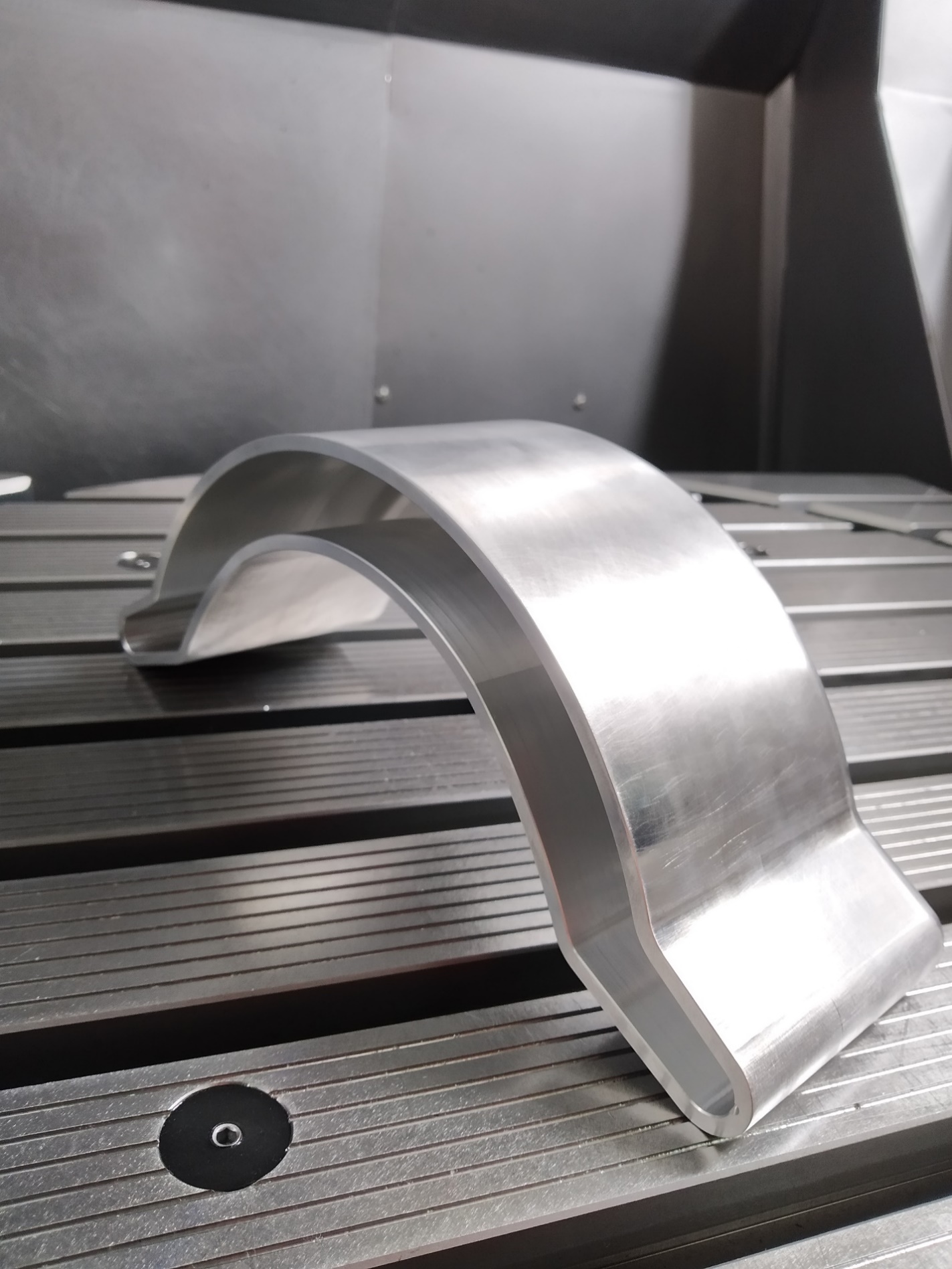
Reasumując, na wykonanie omawianej części wpływ miało wiele czynników. Pierwszorzędnie należy wspomnieć o centrum obróbczym DMU 75 monoblock, które dzięki sterowaniu w pięciu osiach zmniejszyło ilość mocowań detalu do minimum, co znacząco wpłynęło na skrócenie czasu obróbki i zwiększenie jej dokładności. Wykorzystane w procesie technologicznym wysokiej klasy narzędzia firmy Ceratizit również zapewniły płynność i efektywność procesu obróbkowego. Wspomnieć należy przede wszystkim o oprogramowaniu CAMWorks, dzięki któremu dział technologiczny firmy SOLIDEXPERT zaprogramował odpowiednie operacje obróbkowe, które w powiązaniu z odpowiednią maszyną i oprzyrządowaniem pozwoliły uzyskać gotową część (rysunek 24) i zadowolenie klienta.
Czym są „ciasteczka” (zwane również plikami „cookies”)?
Poprzez „ciasteczka” należy rozumieć dane przechowywane na urządzeniach końcowych użytkowników przeznaczone do sprawniejszego korzystania ze strony internetowej. Dane te pozwalają rozpoznać urządzenie użytkownika i odpowiednio wyświetlić stronę internetową dostosowaną do jego indywidualnych preferencji. „Ciasteczka” zazwyczaj zawierają nazwę strony internetowej z której pochodzą, czas przechowywania ich na urządzeniu oraz unikalny numer identyfikujący konkretne urządzenie.